My wife doesn’t know it, but I’ve gotten seriously involved with another woman. She’s seriously heavy, and not exactly what you might call lively, but ‘Unimill’, bless her heart, has certainly held my attention of late. Right now we’re in the 'getting to know one another’ phase, and it seems that the way this particular game works, it is I alone who is putting the energy into learning all about my new paramour, and 'Unimill’ simply sits, remote and aloof. Not generally my type of relationship, or at least that is what I had thought at first. I’m warming up to it I guess, though I remain a bit intimidated.
Some mysteries have been solved since the last post. The stuck quill has been unstuck without any drastic steps beyond some taps with a plastic-faced hammer. That was a happy outcome. The locking mechanism remains a bit prone to sticking, however I now know how to unstick it readily enough so this situation will have to suffice for the time being. Somewhere down the line the main spindle will probably be coming out for new bearings and that’s when I can access the locking mechanism, which I suspect is probably a fairly simple arrangement of a couple of opposed wedges which are drawn tight around the quill when the locking lever is turned. For some reason those wedges or blocks are tending to remain fixed against the quill when the lever is released, and it is hard to know what exactly the cause of that might be. Might be a lubrication issue, might be surface deterioration on the wedge surfaces, an issue with the tensioning rod, grit inside - - who knows?
I decided to put the neutral wire back in from the transformer on down to the receptacle, and removed the 10 gauge machine cord I had previously installed. It was too fat to fit into the cable entry hole on the side of the machine, and I was looking to avoid drilling the hole in the casting any bigger. Plus, it is a 4-wire cord, and there was a good chance a 5-wire cord was going to be needed, pending further explorations. Instead, for the time being, I have refitted the original machine cord, which is 5-wire and considerably slimmer than the 10-gauge one, back into the machine and have simply hard wired it to the receptacle box wiring. I’ll put a 5-pin plug and receptacle in there soon enough. It’s not as if this machine is going to be moved about much, so setting it up hard-wired is fine for the time being.
With the neutral wire in place, machine operation is identical, and no changes were noticed of any kind. I was hoping that the lighting for the main on/off buttons would be activated, but no such luck. I proceeded to dig into the front spindle switch and see if the bulbs were burnt out.
Here’s the mounting plate for that switch with its two attached buttons after the fixing screws are removed:
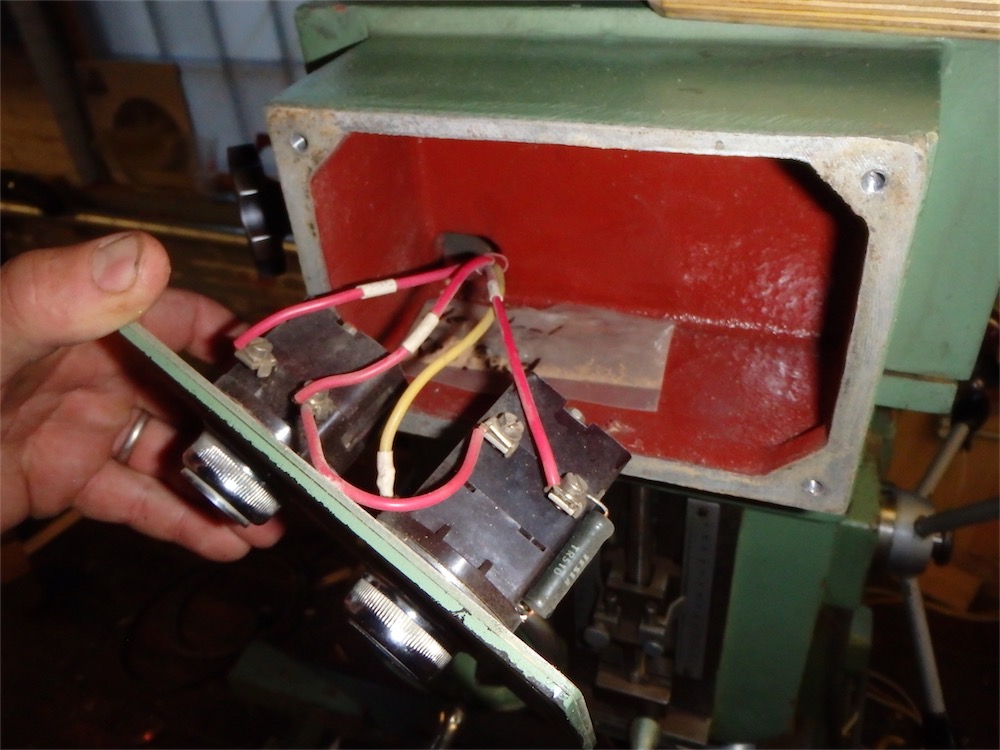
Again, Zimmermann puts gloss paint on the inside of places you would never normally see. Nice! Notice on the floor of the opening there lies a small plastic package? What unexpected surprise awaits?
It was a pair of unusual light bulbs with 'Henkel Krefeld’ inked on the bag:

That seemed like a score until I had the 'on’ button all taken apart, whereupon I found the bulb inside to be the conventional bayonet base type, 24V x 2Watts:

The 'off’ button does not appear to have provision for lighting. So, the use of those two bulbs remains unknown to me, as does the reason they were tucked in the main switch box. Perhaps they fitted the long-gone machinist’s lamp which used to be mounted on the side of the head? Also, there is a small hole on the front of the main switch which might have been a place for it at one time, but whatever it attached to is long gone.
Now, 'Henkel Krefeld’ was a term I thought at first glance referred to a parts supplier or brand of part. However it is not. My best guess is that it is the name of a patter making shop, Modellbau Henkel GmbH, located in Krefeld, Germany. That city is located in Northern Germany, and the place I bought the machine from is also in Northern Germany, so I strongly suspect that my machine used to belong to that company. I contacted them to see if they used to own my machine, and if so what they might be able to tell me about it, and look forward to hearing back from them. Reading their company’s website, I see that have made pushes to modernize with CNC equipment in the past 10 years, so that would explain why they might get rid of a 35 year old pattern milling machine.
Today I took some time to set up a Noga indicator support, which mounts directly into an 8mm collet in the toolholder:
Then, after raising the table to a suitable position, I checked the x-axis (left to right) alignment of the head to the table, a step which form part of a technique called 'tramming the head in’. I made some slight adjustments to the head’s rotational position and got things decently close for the first pass by the post:
I then undertook the same process to align the head in y-axis relative to the table top, and got that as close as I could. In doing so, I learned that the ram holding both heads should have its two locking levers tightened beforehand.
With the head trammed reasonably well, I could set up the 8" machinist vise, loosely bolt it down, and then align its rear jaw face to the x-axis travel:

Over to the other end, keeping within 0.0001" alignment over the jaw width:

The process of tramming at this juncture was mostly for the purposes of generally checking the alignment of the head to other aspects, and to familiarize myself with the process. I felt it took longer than necessary, and it was more than an issue of having practice. I can tell that it would be helpful to have an indicator that was a hair less accurate than the current one, as that would speed up the initial rough tramming work considerably.
I’ve also got to treat the underside of the vise with a anti-rust compound (I will use Boeshield T-9) before it spends too much time in that position. The t-nut bolts are also temporary usage, as they are the wrong length entirely for mounting the vise. I’ve got some shorter ones on order.
I noticed there is a switching lever under the access panel for the main head drive pulleys which gives two speed settings, 'A’ being low speed and 'B’ being high speed:

In the above photo, the selector is in the 'B’ position. The spindle needs to be stopped in order to change between 'A’ and 'B’ settings. I presume an internal gear is moved by the action of the lever.
On the front of the head is a chart giving the speeds associated to the position of the drive belt on the 4-step pulleys, whether the lever is in 'A’ or 'B’ position:

Notice though that the chart is divided into two sections, 'I’ on the left, and 'II’ on the right? Initially I had no idea where/how these two modes are engaged. Then today, I was looking at the back of the machine and saw something helpful:

Whaddya know!:

The machine can be set for two speeds, 'I’ and 'II’, via the rotary selector, which gives two speeds both in clockwise and in anti-clockwise rotation. I checked the function between 'I’ and 'II’ on the rear panel selector, and it definitely gave me vastly different spindle rpms. Also note there is a small selector switch at the upper left of the above picture. I haven’t been able to determine what that does at all. A mystery that in time will hopefully be revealed.
Speaking of selections, on one the side of the head is another selector giving three feed speeds, designated in mm/revolution:

There are three settings as you can see, with an idle position provided between each setting. You can shift between feed speeds on the fly. I can see that the feed rates are on a doubling progression, 0.035-0.070-0.140, however I am unclear as to why these particular values have been chosen. At first I thought they might correspond to the use of a tapping head for making metric threads, but that doesn’t appear to be the case upon further investigation.
To use the feed speeds, a plunger located below the speed adjuster knob is held down and the feed is activated. Let off the plunger and it springs back and feed is stopped.
Another interesting discovery I made was that the x-axis power feed can be shunted to a secondary drive shaft, by moving a sliding rod on the back of the table, so as to drive a worm gear inside the rotary table. Thus, there is powered rotary table action, capable of spinning the table in either direction. That’s pretty cool! All axes are powered save for the y-travel.
I spent a while today greasing all the zerks I could find (there were many!) and topping up the oil levels. I put Mobil Vactra Way Oil in, and there are several sight vials which tell you state of the oil level in the different internal oil cavities. A bit of a messy job that took quite a while to complete.
While filling various oil ports, I noticed a plunger knob under the x-travel table, and so far have not been able to figure out what it is for. It moves in and out but doesn’t seem to actually affect anything. Another mystery. Hopefully, the 'aha!’ moment isn’t too far off.
A lot of the confusion on my part stems with unfamiliarity with this particular machine, moreover with milling machines in general, and a lack of an operations manual. That last item looks to be on the way to a some solution however, as I have located an FZ-5V manual in Germany, and it looks like I’ve managed to get dibs on it. The same place from whom I am sourcing the manual is also able to help me obtain some drive belts (the ones on the x-axis motor look a bit tired), bearings, and other odds and ends. Once I get the manual, however, a fair bit of work awaits as it is in German and I have a German vocabulary extending to maybe 10 terms at this point, so a world of head-scratching and general confusion surely awaits. Nothing new, in other words.
Some final pictures to share of the machine as installed, bolted down to the floor and set up:

The high speed spindle:

The quality of construction is well evidenced also by the scraped ways:

The flat ways, which given large bearing surfaces, are a hallmark of heavy duty machine design from what I have read.
I plan to eventually put the DRO on an articulated arm instead of the plywood stand, however it will serve me well in the near future as is. A good DRO is a bit expensive and I’ve spent quite enough money on tools for this year.
Thanks for visiting the Carpentry Way. Comments always welcome.
via Tumblr http://davidpires578.tumblr.com/post/132571753549
No comments:
Post a Comment